
5 Tipps für warpfreies Drucken von ABS Filament
Die Frage, wie man sein ABS Filament warmfrei druckt, wird recht häufig gestellt. Aus diesem Grund fasse ich hier für Euch 5 Tipps zusammen, mit welchen Ihr ABS endlich warmfrei drucken könnt.
Langsam drucken
Ja ganz recht. Um schöne ABS drucke heraus zu bekommen, sollte man langsam drucken. Gerade den ersten Layer sollte man auf 50% der eigentlichen Druckgeschwindigkeit drucken. Insgesamt gibt es mehrere Gründe dafür. Beim First Layer spielt die Haftung auf dem Druckbett eine enorme Rolle. Schließlich sollte die erste Schicht auf dem Druckbett gut Haften. Damit diese nicht abreißt drucken wir die erste Schicht auf 50% oder sogar noch langsamer. Für den Rest des Drucks gehe ich in der Druckgeschwindigkeit meist auf 35-45 mm/s runter. So kann man eine sehr gute Layerhaftung erzielen und bekommt klare Kanten. Natürlich gibt es im Netz auch Videos wie man mit 500 mm/s und mehr, gerade auf einem Voron Drucker, seine Objekte auf die Platte haut. Aber mal ganz ehrlich. Wer erwartet, dass die Drucke danach gut aussehen?
Die Layerhaftung bei ABS Filament
Natürlich ist es auch wichtig, welche Auflage auf dem Druckbett genutzt wird. Dazu konnte ich in den letzten Jahren gerade mit ABS Filament einiges an Erfahrung sammeln. Die Strukturierte Platte von Prusa mag zwar bei bestimmten Filamenten eine ausreichende Layerhaftung erzeugen, grade wenn ich da an TitanX denke. Jedoch hatte ich gerade mit dem ABS von KVP, PrimaSELECT, 3D-Fuel etc. Recht viele Probleme mit der Haftung. Eine gute Druckoberfläche sollte bei allem ABS Filamenten haften und nicht nur bei 1-2.
Was natürlich eine sehr gute Haftwirkung erzielt, ist die Folie von BuildTak. Egal ob diese in Kombination mit einer Kombination aus Magnetfolie und Federstahlplatte zum Einsatz kommt oder auf einer Glasplatte. Bei dieser Druckoberfläche braucht man keinen Kleber. Man muss lediglich korrekt Leveln und dann mit einer ausreichend hohen Druckbett Temperatur das ABS Filament auf die Platte bringen. Schon hält der Druck, wie gewünscht.

Solltest Du jetzt keine BuildTak haben oder haben wollen, schließlich sind die Folien nicht ganz billig, gibt es noch die sogenannten Printbed Adhesives. Also die Druckbett Kleber. Der Kleber, welchen wir hier bei Make-o-Rama fast ausschließlich nutzen ist Magigoo. Warum? Er ist durch die Flasche, in welcher er geliefert wird einfach aufzutragen und klebt sehr gut. Zudem gibt es keine Kleberückstände, wie z. B. bei anderen Klebern oder Sprays. Das ist ein Riesen Pluspunkt. Schließlich soll die Farbe des ABS Drucks perfekt herauskommen und nicht mit einem Schleier an Rückständen des Klebers überzogen sein. Zudem ist der Magigoo noch komplett ungiftig.
Aktiviere den Teilelüfter
Der nächste Tipp klingt etwas banal, ist aber auch sehr wirksam. Je nach Drucker und dem dort verbauten Teilelüfter kann es sinnvoll sein diesen auf bis zu 60% aufzudrehen. Der Lüfter bläst direkt Luft auf das Bauteil und sorgt damit dafür, dass der noch heiße und flüssige Kunststoff schneller aushärtet. Das kann gut gehe, aber auch nicht. Dreht man den Lüfter zu hoch, gibt es im Druckobjekt Spannungen. Diese Spannungen führen meist zum Verformen des Druckobjekts, was wir dann als Warping bezeichnen. Man muss also genau aufpassen, wie hoch man den Lüfter einstellt. In meinem Voron z. B. Bin ich bei ca. 15-20% und erziele damit sehr gute Drucke. Bei dem eingehausten Prosa i3 MK3S ist ein Lüfter von 60% notwendig um gute Drucke zu erhalten. Dieser Wert kann natürlich auch von Filament zu Filament schwanken. Teste also am besten vor dem eigentlichen Druck das ABS-Filament mit ein paar Testcubes oder Temp-Towers die optimale Lüftung für dein Filament aus.
Stell den Drucker in ein Enclosure
Der Voron ist praktischer Weise schon von Haus aus so konstruiert, dass er ein Gehäuse besitzt bzw. leicht eingehoused werden kann. Bei anderen Druckern, wie z. B. dem Prusa i3 muss man schon etwas erfinderischer werden. In meinem Fall hat es ein IKEA Lack Tisch Enclosure getan. Das ist auch entgegen der breiten Meinung im Netz recht stabil, was man in meinen Drucken sehen kann. Wie man genau solch ein Enclosure bauen kann und woher man die benötigten Teile bekommen kann, beschreibe ich in meinem Blog Post über das IKEA Lack Enclosure.
Du fragst Dich jetzt evtl. warum man überhaupt solch ein Enclosure benötigt. Etwas weiter oben habe ich bereits beschrieben, dass beim Drucken mit ABS-Filament durch zu schnelles Abkühlen Spannungen im Druckobjekt entstehen können. Dies kann zu Warping oder zu Cracks zwischen zwei Schichten führen. Das wollen wir vermeiden. Um die Hitze durch das Druckbett und die Nozzle im Bauraum zu halten, benötigen wir eine Hülle. Das kann ein einfaches botanisches Gewächszelt mit einer inneren Silberverkleidung sein. Bedenke aber, dass Stoff und Hitze sich unter Umständen nicht gut vertragen. Stichwort Brandgefahr. Etwas sicherer ist hier ein Enclosure mit Acryl oder Makrolon Platten. Wenn man es auf die Spitze treiben möchte, kann man Bauraum auch noch zusätzlich mit Isoliermatten aus dem Baumarkt auskleiden oder gar den Bauraum aktiv beheizen.
Nutze einen double Brim
Sollten Deine Drucke trotz der oben genannten Tipps immer noch ein wenig warpen, gibt es noch etwas das ich Dir nur ans Herz legen kann. In Slicen wie Simplify3D kann man die Anzahl an Layern bestimmen, über die ein Brim gehen soll. Das ist ein sehr gutes Feature, denn so kann man z. B. Die Brimhöhe auf 2 Layer erhöhen und dadurch das Warping in vielen Fällen schon ausmerzen.
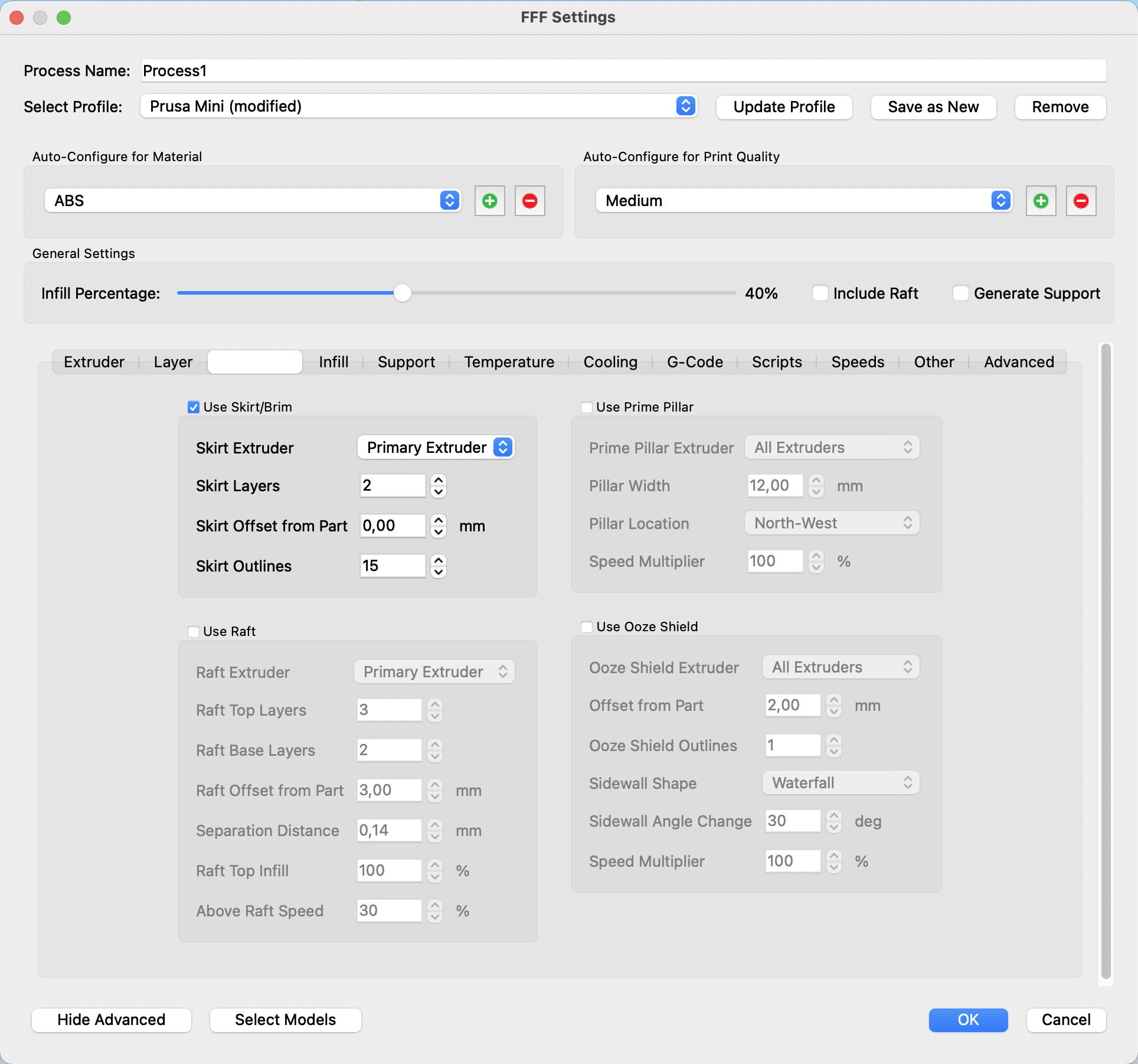
Nicht jeder hat aber Simplify3D. Um den Double Brim im Prusa- bzw. SuperSlicer anwenden zu können, muss man einen Workaround nutzen. Der Ein oder Andere kennt diesen Workaround schon, wenn er versucht hat schmale Teile zu drucken. Denn es lösen sich in solch einem Fall auch gerne mal bei PLA die schmalen Bereiche oder Enden vom Druckbett ab. Um dies zu verhindern können wir im Prusa- bzw. SuperSlicer manuell einen Brim erzeugen. Das erreichen wir mit einem Rechtsklick auf das Druckobjekt. Anschließend wählen wir Add part -> Zylinder aus. Diesen Zylinder modifizieren wir so, dass er in der Höhe z. B. 0,3mm bei einer Lagerhöhe von 0,15mm hat. Dann müssen wir diesen nur noch an der richtigen Stelle positionieren und schon haben wir einen Double Brim um die Schwachstelle, welche bisher gerne gewarped hat.
